





















電話(huà):010-51669522 51669533
傳真:010-51662451-8001
郵編:101102
E-mail:sales@torch.cc
免費熱(rè)線:400-998-9522
整體焊接的(de)可(kě)靠性取決于服務環境和(hé)系統設計
|
|
||||||||||||||||||
|
服務環境将決定産品需忍耐的(de)極限溫度,電源接通(tōng)或斷開的(de)頻(pín)率和(hé)具體機械沖擊(例如,掉下(xià))或震動壓迫的(de)程度。 從系統設計的(de)角度來(lái)看,一系列的(de)因素都是重要的(de),這(zhè)包括組件和(hé)底材的(de)物(wù)理(lǐ)特性,焊接位的(de)分(fēn)布位置,焊钖合金主體的(de)機械性能,形成的(de)金屬間化(huà)合物(wù)的(de)本質,和(hé)金屬間化(huà)合物(wù)在焊接點或焊墊接口的(de)結構。費用(yòng)的(de)局限增加另外的(de)限制,導至在各因素間的(de)取舍決定很難作出。 對(duì)組件和(hé)底材而言,最關鍵的(de)特性是它們的(de)相對(duì)熱(rè)膨脹系數和(hé)強度以及對(duì)彎曲的(de)抵抗能力。當系統狀态改變的(de)同時(shí),組件和(hé)底材的(de)溫度也(yě)相對(duì)地改變(但是不總以同一速率改變)。在運行中的(de)情況下(xià),半導體芯片本身的(de)溫度會高(gāo)于旁邊底材的(de)溫度。 膨脹系數錯配所引起的(de)力量會由底材變曲的(de)機制得(de)以體現出來(lái),從而加大(dà)了(le)封裝件中心的(de)焊接位的(de)壓力(此情況尤其是會發生在裝了(le)堅硬CSP器件而含有機材料的(de)薄底材上)。對(duì)于位于十分(fēn)堅硬的(de)底材上的(de)大(dà)尺寸封裝結構,離開封裝結構中心最遠(yuǎn)的(de)焊點會因爲膨脹系數錯配而承受最大(dà)的(de)壓力。 焊接的(de)幾何因素包括了(le)焊墊大(dà)小,形狀和(hé)焊墊與綠漆的(de)相關位置。跟據一些文獻的(de)叙述,“蝕刻設限” 的(de)焊墊比 “綠漆設限” 的(de)焊墊較爲可(kě)取,因爲“蝕刻設限”的(de)焊墊能夠允許焊钖擴展到焊墊角位甚至包圍整個(gè)焊墊的(de)側壁。 從焊料合金方面,擁有長(cháng)期曆史的(de)钖鉛共熔合金己經被許多(duō)既複雜(zá)又不太熟悉的(de)無鉛合金所取替。 對(duì)钖鉛共熔合金系統因焊钖疲勞或蠕變所造成的(de)焊接可(kě)靠性失效的(de)機理(lǐ),已有大(dà)量的(de)模型被建立并記錄在案。而向無鉛焊钖的(de)轉移引發大(dà)量的(de)工作去了(le)解清楚因合金物(wù)理(lǐ)特性的(de)改變和(hé)焊點晶體結構上的(de)差異而造成的(de)不同失效機理(lǐ)。根據這(zhè)些基本信息,我們可(kě)以通(tōng)過将測量材料特性和(hé)預測可(kě)靠性級别相聯系的(de)方法來(lái)建立合理(lǐ)的(de)模型。但是由不良的(de)表面沾钖能力或接口金屬間化(huà)合物(wù)結構所造成的(de)失敗恐怕很難從這(zhè)些途徑來(lái)建立模型。 能否形成一個(gè)既強而又可(kě)靠的(de)焊接是根據熔融焊料是否能快(kuài)速而均勻地潤濕經處理(lǐ)的(de)焊接表面及能否與該表面相互作用(yòng)而形成穩定的(de)金屬間化(huà)合物(wù)界面層。
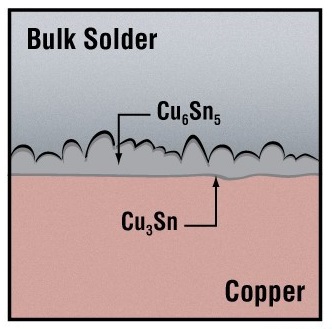 圖1 顯示了(le)如果焊接在銅的(de)基材上時(shí),除了(le)會在焊料主體界面上形成一層Cu6Sn5,在銅與金屬間化(huà)合物(wù)的(de)接口之間,也(yě)會有一層Cu3Sn的(de)存在。
在組裝過程中所産生在焊料與焊墊接口上的(de)金屬間化(huà)合物(wù)的(de)厚度,成分(fēn)和(hé)結構,是與叁個(gè)因素有密切的(de)關系: 組件和(hé)PWB底材上的(de)表面處理(lǐ)的(de)本質(包括他(tā)們的(de)潔淨情況和(hé)狀态),焊料合金的(de)選定和(hé)組裝流程的(de)條件 (包括所用(yòng)的(de)助焊劑,回流焊條件和(hé)回流次數) 。 位于一塊線路闆内的(de)獨立焊點, 因其在組件内位置的(de)不同 (如面數組封裝中的(de)中間位與邊緣位,或組件内位于開闊地帶與鄰近具有大(dà)的(de)熱(rè)質量的(de)部件),會在形成過程中經曆不同的(de)熱(rè)量值與分(fēn)布。 另外,最初的(de)金屬間化(huà)合物(wù)的(de)結構和(hé)厚度,無論是在常溫還(hái)是工作溫度,都會因爲擴散過程的(de)緩慢(màn)進行而發生重大(dà)的(de)改變。 金屬間化(huà)合物(wù),例如于大(dà)部份經處理(lǐ)表面上形成的(de)Cu6Sn5 / Cu3Sn 組合或者當焊接在經表面處理(lǐ)的(de)鎳上的(de)Ni3Sn4 ,都遠(yuǎn)比銅焊料合金堅硬和(hé)脆弱。關于金屬間化(huà)合物(wù)的(de)結構,有一些普遍的(de)規則可(kě)以得(de)出,例如它會依附在基材上和(hé)不會形成孔隙的(de)問題。但是對(duì)于金屬間化(huà)合物(wù)的(de)結構及厚度對(duì)可(kě)靠性的(de)影(yǐng)響,是需要有很高(gāo)深的(de)經驗才有可(kě)能知道。 測試方法 爲了(le)避免根據間接度規去預測焊接可(kě)靠性這(zhè)個(gè)困難,從理(lǐ)想的(de)角度來(lái)看,每一件單獨産品都應該在最後裝配時(shí)作出測試來(lái)評估它的(de)焊接能力。在這(zhè)現實社會中,産品設計周期絕對(duì)不能允許這(zhè)種做(zuò)法,所以必須依據各種各樣的(de)非産品測試來(lái)外推焊接可(kě)靠性。 表一說明(míng)了(le)在不同層次下(xià)需要什(shén)麽數據去預測焊接可(kě)靠性。 焊接可(kě)靠性的(de)預測與評估方法
|